
发那科数控系统维修的时候,有时需要让数控系统回零,这是为什么呢?这是由于放大器电池没电,或轴电机编码器线被断开后,就需要重新设置绝对位置。
刚开始电池电压低,在屏幕的下方会出现黄色的APC报警,即电池电压低报警,一般还能坚持一星期左右,这段时间内必须把电池更换了。
数控系统维修的要求
数控系统维修是在数控机床系统出现故障后,分别对软硬件进行分析、判断,定位故障并维修。作为一个好的数控设备维修人员,就必须具备电子线路、 元器件、CNC系统软硬件、接口技术、测量技术等方面的知识。
发那科系统回零参数设置
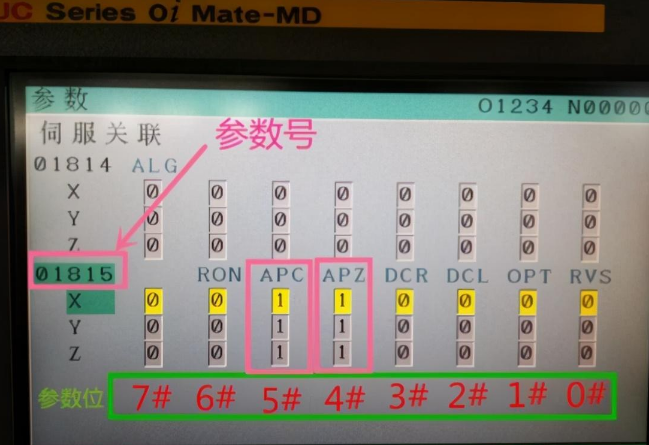
1、分别把X轴,Z轴放大器上的电池重新安装上。把参数1815#5设为1 ,无撞块回零点方式有效。
2、把参数1815#4 设为零。
3、在手摇方式下分别把X轴,Y轴,Z轴摇到要设定为零点的地方,再把参数1815#4设为1。
4、把机床下电,再重新上电。
5、在手摇方式下分别把X轴和Z轴摇回100多mm。
6、再把方式选择放到 回零方式,分别进行手动回零操作。回零完成后,相应轴的回零指示灯会亮。
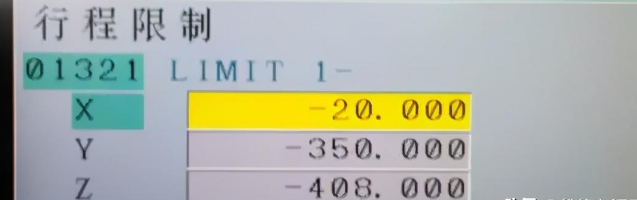
手动回零操作完后,X和Z轴的回零灯会亮。表示零点位置设定完毕。然后设定软限位的值:参数1320号和参数1321号。在加工前需要重新进行对刀。
发那科数控系统回零点位置
1、调到手动输入方式
如果报警电池电压为Ov,那X、Y、Z需要重新回到参考点设置。 先更换电池,然后把转换档位旋转手动输入方式按“。

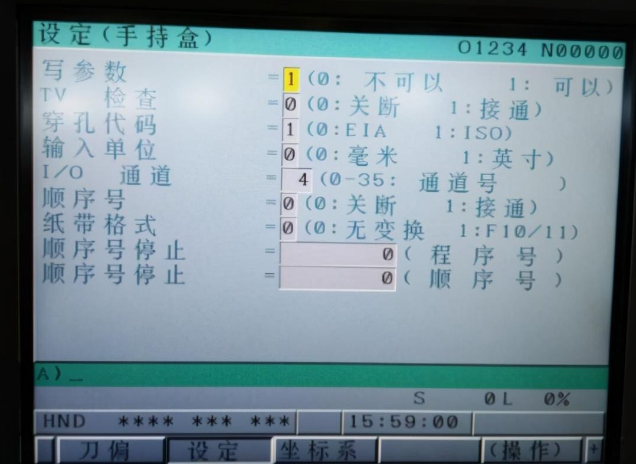
2、把写参数设为1
按“SET/OFS键,再把写参数允许,设为1。
3、修改参数1815 #4一APZ和#5一APC,修改为o,关机重新启动。
3.1 先设置参数1815 5#X、Y为1,急停拍下,关机重新启动。
3.2 再设置参数1815 4#X、Y为1,急停拍下,关机重新启动。 X、Y报警就会解除。
4、修改加大行程参数,并记录原来的参数待恢复。
1320#,这里一定要先把原来的参数先记录下来,等全部完成后,还原来的参恢复上去的。
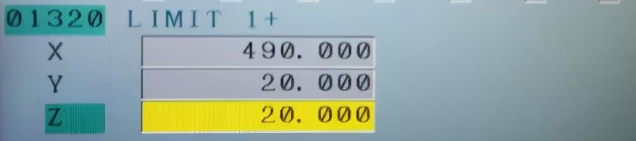
1321#,这里一定要先把原来的参数先记录下来,等全部完成后,还原来的参数恢复上去的。
5、如果机床工作台上有夹具或者工件,还能找到G54坐标系的X、Y轴,可以通过实际对刀(分中)找到G54原点,再根据原先G54坐标系设置数据,反过来移动X,Y轴到机床机械零点位置。

如果工作台上找不到G54原点,只能拆开导轨护罩。通过测量丝杆行程来确定零点位置,再通过上述步骤来设定。
6、根据换刀点来设置Z轴的绝对位置零点。
6.1 先在主轴上装一个刀柄,把Z轴抬起来大至到换刀点的高度,把机械手逆时针摇进来,校正换刀点,反复试,直到机械手与主轴上的刀柄能完全吻合,再才退回机械手。
机械手电机刹车,手动向上抬上手柄,往上提就可以松开调整。

用套筒挪手顺时针或者逆时针进行调整刀臂运行。

如下图所示,换刀点高度不对,Z轴需要往负方向调整,还要向下一点。实际调整情况,可根据现场情况来决定。

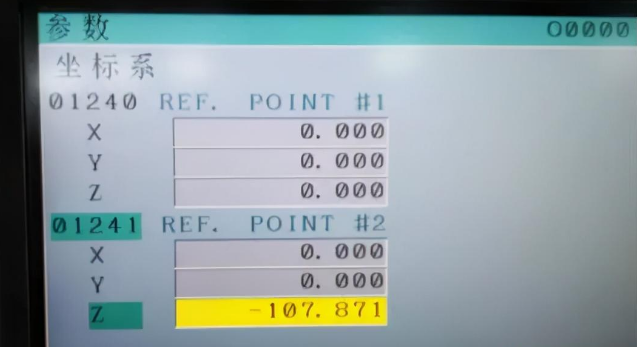
6.2 查看换刀点参数1241#的参数据Z(一107、871)。C、把当前相对应位置清零,根据参数1241#的数据往相反的方向移动,Z轴到零点位置。 D、先设置参数1815,5#一Z为1,关机重启,Z轴报警解除。
7、确定已退回机械手原点位置,放下机械手刹车手柄,修改回行程参数,关闭参数开关,整个绝对位置已设置完成。














